What is Cold Forming?

Cold forming is a high speed manufacturing process whereby metal is shaped at room temperature often without the need for the removal of material. A simple blank is placed within a die and a punch is pressed into the blank. The blank then takes on the form of the punch and the die. By utilising multiple dies and punches in succession very complex shapes can be achieved. Metal is forced beyond its yield (elastic) limit and retains its altered shape upon removal from the die. The metal is not forced beyond its tensile strength, otherwise fracturing would occur (the exception is when trimming or piercing). Historically cold forming has been an experienced based technology, but this is changing as new computer based analytical tools are constantly being developed.
The benefits of cold forming over machining from solid
Many machined components can be re-designed as cold formed components resulting in significant cost savings.
- Material cost savings:- up of to 70% can be achieved by the cold forming process when compared to a traditional machining process.
- Enhanced product characteristics:- can be achieved by coldforming, due to the metal deformation resulting in improved grain structure, while work hardening can yield significantly improved product performance.
- Higher quality surface finish:- can result from the Cold forming processes compared to conventional machined surfaces. With careful product and process design, the cold forming process can eliminate the need for costly secondary operations, such as welding, machining, etc
- Reduced Production costs:- will be result from this high speed manufacturing process. Speeds range from around 10 pieces per minute for low volume large press work to to 450 pieces per minute on the cold heading process.
- Consistent and improved tolerance control:- can be achieved throughout the production process by coldforming compared to more expensive machining processes.
The 3 Basic Techniques of Coldforming.
-
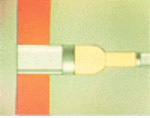
FORWARD EXTRUSION:-
A method to reduce diameter where the material is forced to flow into a cavity of lesser diameter.
-
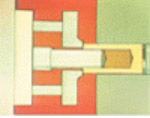
Reverse Extrusion:-
Method to make holes, where material flows backward around a penetrating punch.
-
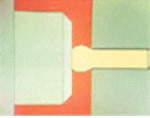
UPSET:-
Method to form heads on fasteners, where material is upset at the face of dies and can be open or trapped to upset a particular shape
The Main Coldforming Processes
- Cold Heading:- This process is typically used for the production of simple fasteners and works by using the force of a punch to strike/ forge the end of a metal blank in a die. This process uses force rather than heat to achieve its goal.
- Single Die, Two-Blow Process:-
During the single die, two-blow process, extrusions and upsets can be carried out in the same die. Pre-form shapes are provided by the first blow and the final shape is completed by the second blow. - Two Die, Three-Blow Process:-
Two die, three-blow offers added extrusion and heading as well as the upsetting of lengths equal to up to 4 X diameters of the bar stock. This process allows more variety in shapes and increased head up-set ratios compared to processes that use a single die. - Multiple-Die Forming:-
In this process the final shape is accomplished in various stages using multiple punches and dies with the finished component being completed in less than one second. This can eliminate the need for expensive secondary post forming machining operations. Where it is not possible to produce a fully finished part by coldforming due to tight tolerances (+/- 0.05mm on diameters +/- 0.1mm on length.), the process can produce a near net shape blank for subsequent finishing with significantly reduced secondary process times.




